激光熔覆时由于表面张力梯度引起的强制对流和润湿性的共同作用导致单道熔覆层是凸面而不是平面,如果不进行熔道搭接,不同道次连接处熔覆层的有效厚度为0,并且熔覆层表面将会呈现凹凸起伏比较粗糙。下面金密激光焊接机技术人员来告诉大家。
搭接率
搭接率是描述激光熔覆中相邻熔覆道之间的相互重叠程度,其定义为多道熔覆时,相邻熔覆道间的搭接宽度D0与单道熔覆层宽度W之比。用公式表示为:R0=D0/W*100%,金密根据经验,搭接率R以40%-50%左右合适。
R0偏小
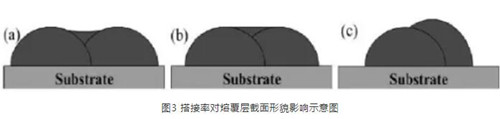
相邻熔覆道之间会出现明显的凹陷区,但两个熔覆道高速是一致的,如图3(a)。
R0适中
会有较好的熔覆效果,表面粗糙度较好, 如图3(b)。
R0偏大
出现搭接区的凸出,且两熔道高度不同。并且如在偏大的R0下继续叠层熔覆,会将缺陷遗传造成缺陷进一步增大,最终导致成形的失败, 如图3(c)
搭接处组织性能
(1) 搭接处被激光束重新加热,树枝晶更加明显
(2) 未搭接部分受到热传导作用,产生自回火,硬度降低。
武汉金密激光技术有限公司围绕科研院所、高等院校及企业的研发、教学和生产需求, 致力于各类高性能激光产品的研发及生产。 主要设计、生产、销售多功能激光加工机、激光焊接机、激光切割机、激光打标机的高科技企业。公司产品适应于高等院校、科研院所、军工、航天航空等领域。同时,我们一直和很多国外一流的企业合作,努力提高自身品牌价值,并积极改变应对不断变化的市场要求。目前已有多家高校、科研院所和企业与我公司达成了合作关系,产品质量得到了用户的认可。